The welded assembly exhibited a minimum amount of distortion but a better understanding of the effects of several key welding parameters on the structural integrity of the weld was required.
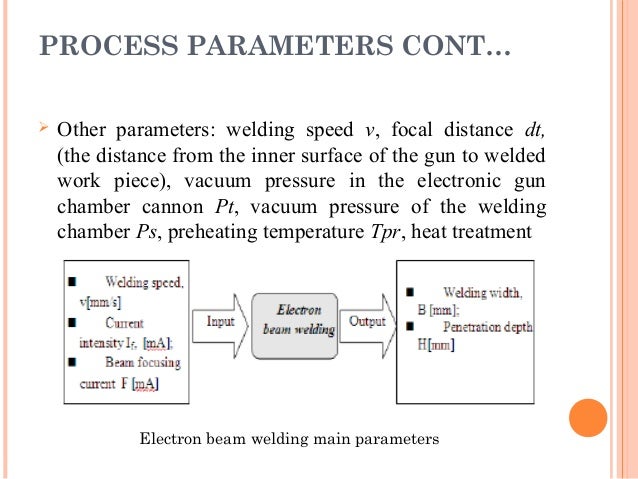
Electron beam welding process parameters.
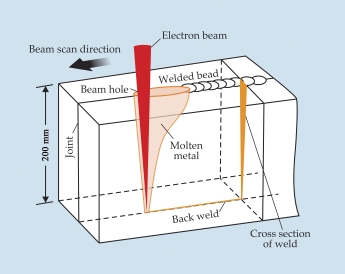
One of the parameters provided by the eb process is the capability to change dynamic movement of the molten material by influencing the size of the key hole.
The welding parameters selected in this experiment using the accelerating voltage of 55 kv welding speed of 6 7 mm s and the beam current ranged from 12 ma to 28 ma.
The current level ranges from 50 to100 ma.
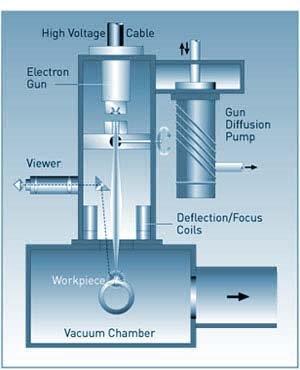
This high speed stream of electrons is tightly focused using magnetic fields and applied to the materials to be joined.
The higher the vacuum the less amount of contamination and residual gasses will be present when the welding occurs.
Prior welding the specimens were fixed by clamps which pressing the four corners of the plates as shown in fig.
Electron beam welding must occur in a vacuum because air molecules interfere with the propagation of the electron beam.
Unlike the laser beam however the electron beam process utilises a vacuum chamber in which is generated a high energy density beam of electrons of the order of 0 25 2 5 mm in diameter fig.
Shallow penetration depths in the order of hundredths of a millimeter.
Values of power density in the crossover focus of the beam can be as high as 10 4 10 6 w mm 2.
This parameter unique to the eb process deflects the beam at a rate of a few hundred hertz in a pattern such as circle or arrow head figure 5.
Electron beam technology offers the perfect prerequisites for welding conductive metals such as copper and nickel or lightweight metals such as aluminum and aluminum alloys with very narrow seams or for hardening components.
This allows for a very high volumetric power density which can reach values of the order 10 5 10 7 w mm 3.
Short cycle times a high level of automation and a low rejection rate are key parameters in the automotive industry.
This article throws light upon the four main process variables in electron beam welding ebw.
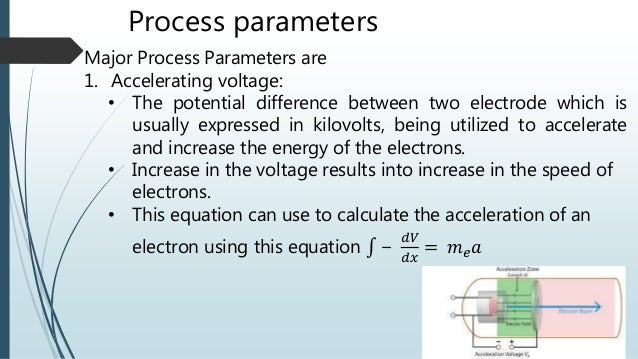
Electron beam eb welding is a fusion welding process whereby electrons are generated by an electron gun and accelerated to high speeds using electrical fields.
The voltage ranges from 70 150 kv for high voltage equipment and 5 30 kv for small voltage equipment.
The vacuum level makes a difference in the quality of the weld.
The power supply used in the electron beam welding process is dc power supply sources.
Electron beam welding is like laser welding a power beam process ideally suited to the welding of close square joints in a single pass.
The process variables are.